| |
||||||||||
|
Секционированные
массообмечные устройства. Одно из направлений технического прогресса в
химической, нефтехимической и нефтеперерабатывающей промышленности - разработка
и применение аппаратов большой единичной мощности. До не-давнего времени
повышение эффективности и производительности колонн обеспечивали увеличением их
высоты и диаметра. Однако с
увеличением диаметра колонны возрастает неупорядоченность движения
взаимодействующих фаз: на тарелке появляются <байпасные> потоки, <мертвые>
зоны, возникает поперечная неравномерность скорости газового потока и высоты
жидкости на тарелке. Все это снижает эффективность массообмена в колонне. В
связи с этим производительность аппарата следует повышать не увеличением
размеров аппарата, а созданием контактных устройств, обладающих высокой
производительностью по жидкости и пару, в частности, продольным и поперечным
секционированием этих устройств. Известно, что
производительность тарелок повышается при контактировании фаз в прямотоке.
Однако при прямоточном взаимодействии и большой скорости пара (газа) жидкость
смещается в направлении к сливному карману, что затрудняет работу сливных
устройств. Для компенсации
прямоточного движения фаз и исключения его распространения на всю тарелку можно
устанавливать на тарелке продольные и поперечные перегородки, обеспечивающие
зигзагообразное движение жидкости на тарелке от перелива к сливу, а также
создающие условия для движения потоков парожидкостной смеси по тарелке в
противоположных или пересе-кающихся направлениях. Примером может служить
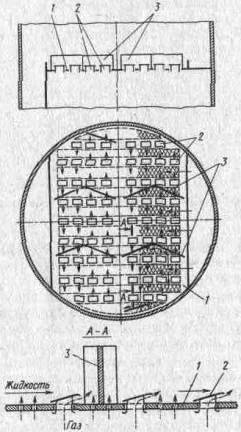
продольно-секционированная тарелка с просечными элементами (рис. 14.12). На
полотне тарелки 2 выштампованы просечки 1, отогнутые под углом а. Тарелка
секционирована вдоль потока жидкости вертикальными перегородками 3,
причем для создания постоянного
гидрав-лического сопротивления по всей тарелке перегородки перфори-рованы. При
скорости газа до 1,5 м/с тарелки работают аналогично ситчатой и колпачковой:
жидкость из переливного кармана а поступает на рабочую часть тарелки, газ
вводится через просечки, барботирует через слой жидкости, аэрирует ее и на
тарелке образуется газожидкостный слой. При скорости газа более 1,5 м/с газовые
струи, выходящие из просечек, и создаваемые ими потоки жидкости движутся к
вертикальным перегородкам или стенкам колонны, Ударяются о них, сепарируются и
газ покидает тарелку. При этом жидкость совершает сложное зигзагообразное
движение от переливного а к сливному 6 карману. Вариантом
массообменного устройства с продольным секционированием является клапанная
тарелка с продольными перегородками 3 (рис. 14.13), которая отличается от
тарелки с просеч-ными элементами тем, что на полотне 1 тарелки вместо просечек
смонтированы клапаны 2 с боковыми стенками, обеспечивающие направленное
движение жидкостного потока. По
производительности такие тарелки превосходят обычные клапанные тарелки без
продольного секционирования в 1,4 раза, а по эффективности массообмена в
1,25-1,3 раза; При высокой
плотности орошения [более 50 м3/(м2ч)], когда работа
тарелок лимитируется производительностью переливных устройств, целесообразно
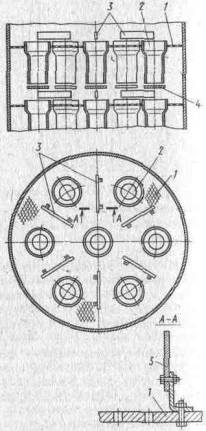
применение многосливной продольно-секционированной тарелки, или тарелки с двумя
зонами контакта фаз (рис. 14.14). Последняя представляет собой комбинацию
барботажной тарелки (ситчатой, клапанной) с устройством, в котором реализуется
зона контакта фаз, формирующаяся в пространстве между тарелками при перетекании
жидкости. Тарелка состоит из перфорированного основания 1 с установленными на
нем сливными карманами 2 (могут быть одно-, двух- и трехщелевьми), направляющих
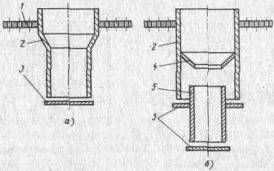
планок 3 и отбойных дисков 4. Однощелевой
сливной карман, установленный на тарелке 1 (рис. 14.15, а), состоит из патрубка
2 и отбойного диска 3, укрепленного так, что между ними образуется кольцевая
щель шириной hщ = 4 ...
12 мм. Через эту щель вытекает кольцевая струя жидкости, образуя дополнительную
зону контакта. При установке двухщелевого сливного кармана (рис. 14.15, б)
жидкость переливается через сливную перегородку, протекает по внутренней стенке
наружного патрубка 2 и конусу 4 во внутренний патрубок 5 и вытекает из нижней
щели кольцевой струей, образуя дополнительную зону контакта. С
увеличением производительности по жидкости уровень ее в патрубке 5 повышается,
жидкость заполняет пространство в патрубке 2 и начинается истечение из верхней
щели. В пространстве между тарелками образуется вторая кольцевая струя. Таким
образом, многощелевой слив позволяет значительно расширить диапазон нагрузок по
жидкости Насадочные колонные аппараты
Диаметр
насадочных колонн обычно не превышает 4000 мм. Для колонн большого диаметра
трудно достичь высокой эффективности из-за сложности обеспечения равномерного
распределения газовой и жидкой фаз по сечению аппарата. Однако известны
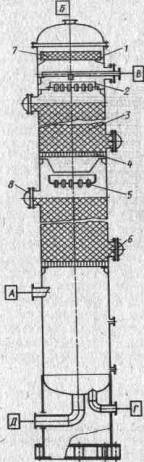
отдельные конструкции насадочных аппаратов диаметром до 12 м. Корпус 1
абсорбционной насадочной колонны (рис. 14.16) выполняют либо цельносварным,
либо из отдельных царг с приварными или съемными крышками. Насадочные аппараты
весьма чувствительны к неравномерности орошения, поэтому жидкость для орошения
насадки подается через распределительную тарелку 2. Насадку 3 располагают по
высоте аппарата в несколько слоев (секций) и укладывают на опорные решетки 4.
Для загрузки и выгрузки насадки в верхней и нижней частях каждой секции обычно
устанавливают люки б и 8. При больших нагрузках по газу и перепаде давлений
400-700 Па на 1 м высоты насадки сверху на каждый слой насадки укладывают
удерживающую решетку, предотвращающую выброс насадки. В верхней части колонны
размещено отбойное устройство 7. Газ и жидкость движутся в насадочной колонне
противотоком. При этом газ вводится в колонну снизу через штуцер А, а выводится
через штуцер Б, орошающая жидкость вводится сверху через штуцер В, а выводится
через штуцеры Г или Д. При
стекании жидкости по насадке происходит ее перераспределение и на некотором
расстоянии от распределитель, ной тарелки равномерность орошения может резко
уменьшиться; при этом жидкость течет вдоль стенки аппарата, а центральная часть
насадки остается неорошенной. Для исключения этого явления насадочное
пространство разделяют на слои и устанавливают между слоями
перераспределительные тарелки 5, которые собирают жидкость и распределяют ее
вновь по сечению аппарата.
В настоящее время
используют насадки различных видов. По существующей классификации их можно
отнести либо к регулярной (правильно уложенной), либо к нерегулярной (засыпано:
навалом). Корпус и
внутренние устройства серийно выпускаемых насадочных аппаратов изготовляют из
тех же материалов, что для тарельчатых массообменных аппарате; Нерегулярную
насадку применяют в процессах массообмена, протекающих под давлением или в
условиях неглубокого вакуума. Эта насадка обладает рядом преимуществ, одно из
которых состоит в практическом отсутствии проблемы выбора материала. Насадку
можно изготовить из металлов, полимеров, керамики. Полимерная и керамическая
насадка наиболее приемлема для обработки агрессивных сред. Нерегулярная насадка
имеет существенные преимущества по сравнению с регулярной по технологии
изготовления, транспортирования и монтажа. По конструктивным
признакам эту насадку можно разделить на кольца и седла, хотя в
отечественной и зарубежной практике применяют насадочные тела и
другой формы. В
настоящее время в отечественной химической и нефтехимической промышленности
наиболее распространена нерегулярная насадка в виде колец Рашига и их модификаций.
Насадка Рашига имеет небольшую стоимость, но малоэффективна. Эти кольца из
металла, фарфора, керамики, пластмасс изготовляют самых различных размеров
(диаметр 5-150 мм), хотя в промышленных колоннах чаще используют кольца
диаметром 25 и 50 мм (рис. 2.27, а). Кольца меньшего размера обладают
значительным гидравлическим сопротивлением, большего размера менее эффективны. Для
повышения эффективности массообмена кольцевую насадку изготовляют перфорированной и с внутренними
перегородками. В ФРГ предложена кольцевая насадка
размером 50x50 мм коррозионно-стойкой стали - так называемые кольца Палля (рис.
14.17, б). На цилиндрической поверхности насадки выштампованы и отогнуты
вовнутрь лепестки шириной 10 мм. Механическую прочность насадки обеспечивают
кольцевые гофры, служаще также для перераспределения жидкости. Разновидностью
колец Палля является выпускаемая в США насадка <Хай-пак>, отличающаяся от
рассмотренной числом и расположением лепестков. К кольцевой насадке с
перфорированной цилиндрической частью и внутренними перегородками относится
насадка <Каскад-мини-ринг> (рис.14.17, в). Отечественная
промышленность изготовляет кольцевую нерегулярную насадку в форме колец Рашига,
а также кольца Палля из пропилена размерами 50x50 мм и из металла размерами
25х25 и 35x35 мм. Седлообразная
насадка имеет большую удельную поверхность и высокую способность к
перераспределению жидкости по сечению колонны. Такую насадку выпускают главным
образом виде седел <Инталокс> (рис. 14.17, г) и Берля из керамики и пластмассы.
Пластмассовая насадка <Сюпе торус садлес> отличается от седла <Инталокс>
наличием отверстий в центре седла, что повышает ее эффективность, и гофр на
краях, улучшающих перераспределение жидкости.
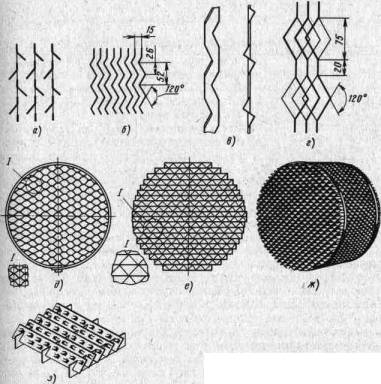
Регулярная
насадка (правильно уложенная) отличается от нерегулярной меньшим гидравлическим
сопротивлением и поэтому особенно пригодна для процессов вакуумной
ректификации. К недостаткам аппаратов с регулярной насадкой нужно отнести их
высокую чувствительность к равномерности орошения. Простейшая
регулярная насадка - плоскопараллельная (рис. 14.18) - представляет собой
пакеты, набираемые из плоских вертикальных, обычно металлических пластин
толщиной 0,4-1,2 мм, расположенных параллельно с одинаковым зазором 10- 20 мм.
Высота пакета пластин 400-1000 мм. Наружный диаметр пакета соответствует
внутреннему диаметру колонны Dв.
Для повышения равномерности распределения жидкости в колонне пакеты
устанавливают один над другим взаимно повернутыми на угол 45-90°. Насадка может
устойчиво работать в широком диапазоне производительности по газу [F = 3,5 ... 8 (м/с)/(кг/м3)05]
и по жидкости [L =
0,3 ... 50 м3/(м2-ч)1. В зависимости от
производительности насадка обеспечивает высоту, эквивалентную одной
теоретической ступени, в пределах 0,6-1,5 м при гидравлическом сопротивлении 1
м насадки 70-300 Па. Недостатки этой насадки - высокая металлоемкость, плохое
перераспределение жидкости, сравнительно низкая эффективность. Для устранения
последнего недостатка листы плоскопараллельной насадки выполняют с рифлением
или с различными турбулизирующими элементами. Так, насадка конструкции ЛТИ им.
Ленсовета (рис. 14.19, а) состоит из вертикальных, параллельно расположенных
листов, имеющих поперечные окна с отогнутыми лепестками; соседние по высоте
лепестки отогнуты в противоположные стороны и делят колонну в продольном
направлении на контактные камеры. Газ, поднимаясь по колонне, проходит через
камеры, многократно меняя направление движения при ударе о лепестки. Жидкость,
стекая по насадке с лепестка на ле-песток, распыляется восходящим газовым
потоком. Основное
преимущество гофрированной насадки (рис. 14.18, б), состоящей из вертикальных
металлических листов с рифлением, по сравнению с плоскопараллельной насадкой -
меньший брызгоунос. Это объясняется тем, что гофрированная насадка
беспровальна. Зазоры между листами иногда обеспечивают дистанциоными планками
(рис. 14.18, б), установленными вертикально на расстоянии 250 мм одна от другой
и приваренными к листам точечной сваркой. Разновидностью
гофрированной насадки является Z-образная насадка, изготовляемая из перфорированного листа (рис.
14.18, г). По основным технологическим параметрам эта насадка на 15- 20 %
превосходит плоскопараллельную. Щелевая, или
сотовая насадка (рис. 14.18, д) образована из гофрированных вертикальных
листов, сдвинутых один относительно другого так, что по высоте пакета
образуются изолированные вертикальные каналы. Листы соединены в пакеты высотой
400-1000 мм точечной сваркой. К преимуществам этой насадки относятся значительно
более высокая (в 2-3 раза), чем плоскопараллельной насадки, удельная
поверхность, а также возможность нагревать или охлаждать контактирующие фазы,
поскольку каналы, образованные гофрами, пригодны для подачи в них теплоносителя
или хладагента. К недостаткам насадки следует отнести неравномерность толщины
пленки жидкости в канале. Накопление жидкости в углах канала несколько ухудшает
эксплуатационные качества этой насадки. |
||||||||||